5. Hardware Menu¶
This menu allows for the most basic communication to the hardware: line by line command entry and execution, along with some hotkeys for jogging the motion axes.
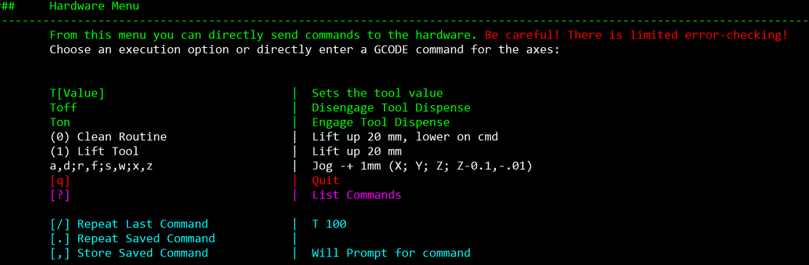
5.1. GCODE Entry¶
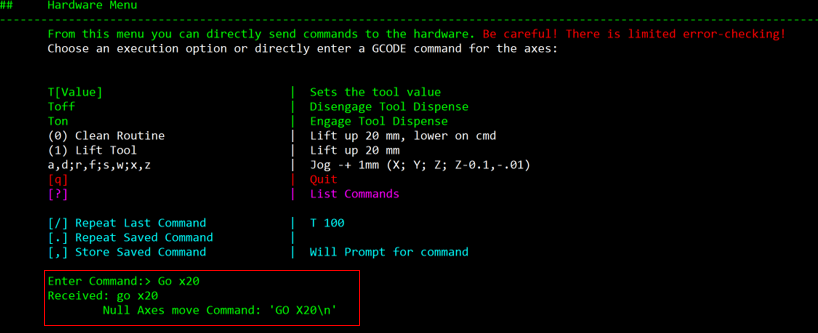
Direct GCODE commands are accepted as input in Hardware Menu. For example, if the axes need to be moved in the positive x direction for 20 mm, Gcode command “G0 X20” can be typed in to perform such task, as shown below.
5.2. Controlling Tools¶
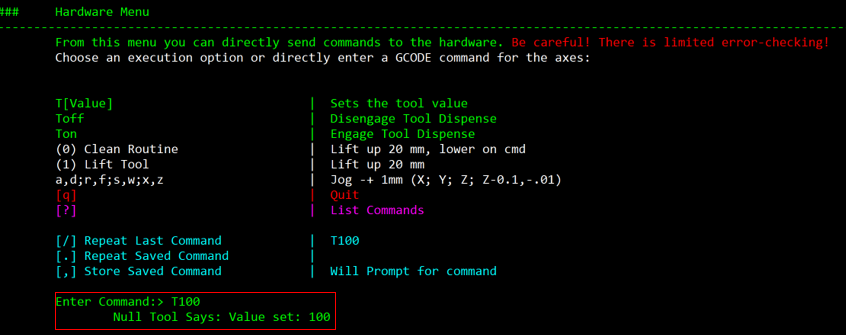
- Set Tool Value
Type in T[value] under Hardware Menu allows users to directly set tool values. For example, to set tool value to 100, users can type in T100 in terminal and program will give an output indicting value is set like the following:
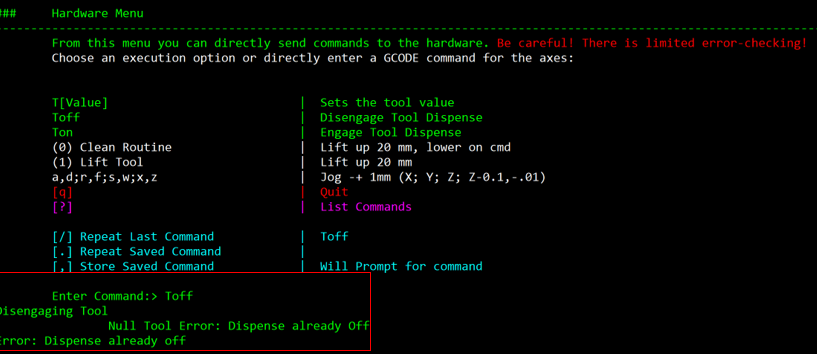
- Turning Tool On and Off
Type in Toff or Ton to engage tool dispense or disengage tool dispense. It works just like a switch that turns the tool from off to on or on to off.
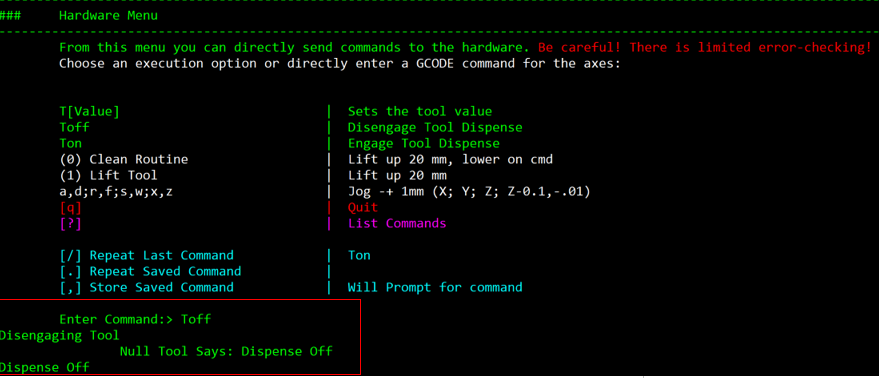
But if the current state of tool is off and a Toff command is executed, program will give a warning message saying that “Dispense already off”. If the current state is on, Ton command is sent, program will also give error message saying “Dispense already on” These are handy for troubleshooting sequences/recipes, but are otherwise just for your information.
5.3. Hotkeys for Jogging Axes¶
For convenience, the following commands jog axes for small distance movement in all direction. (Note that these are not case sensitive)
Command Direction Distance a -x 1mm d x 1mm r -y 1mm f y 1mm s -z 1mm w z 1mm x -z 0.1mm z -z 0.01mm 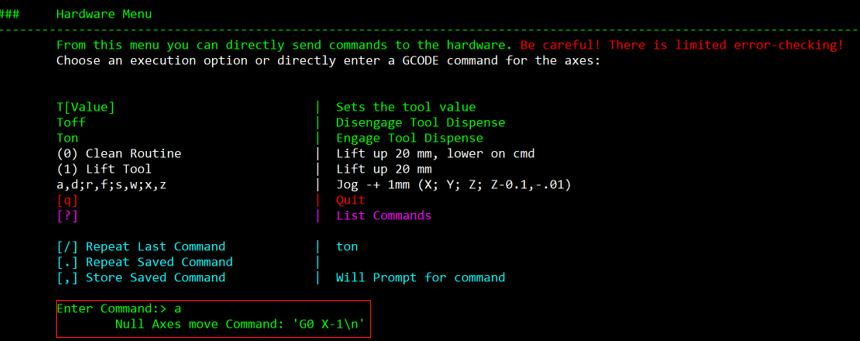
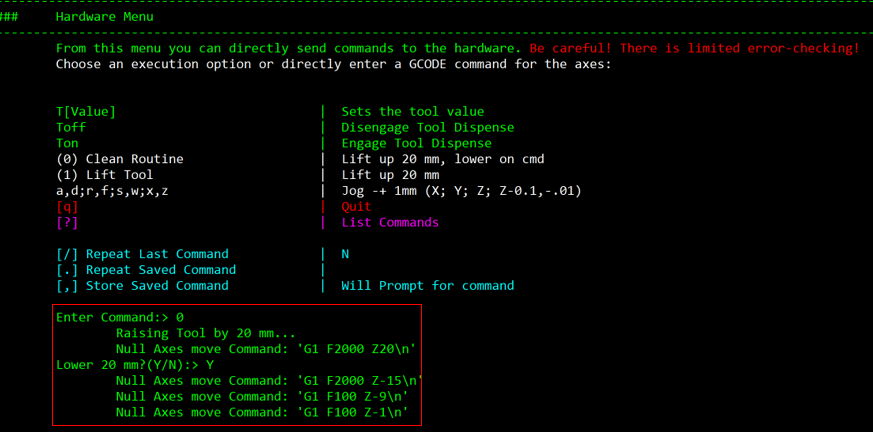
5.4. Clean and Raise Routines¶
Commands 1 and 0 provide convenient ways to lift the toolhead 20 mm. If command 0 is chosen,the terminal will prompt on whether to lower 20mm or not. Type in Y, axes will be lowered for 20 mm in Z direction. Type in N, axes will stay still.
5.5. T ? , / . Commands¶
Functions of T ? , / and . have been described in user guide section 3.3. Please see it for more information.